You can choose either mechanical or vibratory driven parts feeders to suit your needs. Mechanically operated units have been around the longest, but they never earned the great popularity enjoyed by jam forging vibratory driven feeders. Many believe that all vibratory parts orienting is done with the familiar bolt feeder. When overwhelmed by bowl feeder problems, some of you have issued edicts outlawing (all) vibratory feeders; killing the other choice. This article compares bowl and “non-bowl” straightline vibratory feeders to show that there is another effective, competitive choice.
The vibratory bowl is the most popular parts feeder. Since it’s first commercial application in the mid-1940s, the concept has been applied to a wide variety of jobs. Today, many believe the bowl is still the only vibratory parts feeder choice; although its reputation may have outlasted its present limit of benefits. Since the more recent introduction of the straightline vibratory orientor, state-of-the-art parts feeding technology has advanced markedly.
Whether straightline or bowl type, vibratory feeder operating principles are the same. They successfully handle parts of many complex shapes and different materials. Normally considered for small parts, some special units have successfully fed 30 pound steel billets. They are used to provide reliable, automatic, oriented parts presentation to avoid expensive, monotonous, and possible hazardous manual feeding.
Vibratory feeders are composed of an upper mass with orientor tooling and heavy base coupled by leaf springs. Most units are supported on isolating flexible feet. A static drive motor, normally electro-magnetic, is used to agitate the upper structure and its orientor tooling. Although noisy and costly to operate some vibratory bowl feeders are air powered for special purposes.
Vibratory systems use multiple packs of flat springs that control the tooling mass movement relative to the base, Spring packs are inclined, on end, to induce directional motion of parts when the tooling mass is vibrated. They are set radially to create a circular flow of parts up an inclined pathway within the bowl feeder. Straightline feeder spring packs are set in line to create a linear movement of parts throughout tooling that can be set on a decline to get extra feed rate (not possible in a bowl).
Special fabricated tooling features are located on the vibrating part pathway to reject or dislodge parts that are not in the desired attitude. Other features are used to coax parts into the required orientation for better efficiency. Eventually, a flow of parts, oriented all one way, is discharged at desired rate.
The vibratory bowl is simple reasonably reliable and very effective with most small parts applications. Most bowl makers limit parts to a four ounce weight, three inch diameter, and six inch length. Jam forgiving vibratory action and compact size are the bowl’s main benefits. Bowl feeders are usually available in 4 to 48 inch diameter sizes, but most manufacturers limit themselves to a maximum 36 inch size. Larger units tend to be very noisy, hard to tune and expensive. Normally a bowl size is selected to be ten or fifteen times the largest dimension of the part to be fed. It provides some storage capacity and a good feed rate with small, simply oriented parts. Storage volume is less than 25 percent of apparent bowl capacity.
Early bowl feeders were made of cast aluminum nut sharp, hard parts wore them out quickly. To day’s bowls and their tooling are usually constructed of work hardening stainless steel attaining a hardness of Rockwell 38″A”. It is not practical to offer hardened steel bowls or tooling, since they tend to lose their complex form in heat treatment. Some bowl interiors are coated with polyurethane or similar materials to resist wear and help control noise. Coatings can contribute to jams by covering the smooth hard steel surfaces with a soft, more pliable material that tends to grip the parts at trap points.
Vibratory bowl feeders are attractive by their basic price, but there are many extra parameters ignored in estimating the real cost of buying and operating them. Some bowls are supported above the work station to finally track parts, at least cost, by gravity. Radial feed action of the vibratory bowl will not allow a built-in live feed track extension. Anything more than a stun track will whip violently and detune feeder action. Many are fitted with an external straightline horizontal vibratory or belt conveyor feed track for low profile operation. Costs to provide the bowl and a live feed track must be considered in a full cost analysis. Tooling extensions are added to straightline orientors to work as live feed tracks without the cost of an extra drive unit.
Bowls may not store your desired production volumes. a larger unit can be purchased to get more storage, but when loaded, the drive may be killed. In order to overcome the lack of storage in a vibratory bowl. a bulk metering storage bin can be provided above it. A sensor in the bowl calls for parts.
When a feeder project is planned, several factors must be considered for the complete real cost of a bowl application. They are: bowl, tooling, drive, bulk meter bin, track (live or gravity), sensors, all support and access structure, installation, electrical controls, noise control, tooling design drawings, and output interface responsibility.
The continuing cost of getting bulk parts to the overhead stock bin or bowl reservoir and maintaining the inner bowl surfaces are borne by the end user. Should the overhead stock bin be high enough to require a stepstool, ladder or mezzanine, that cost and the hidden cost of workers compensation risk must be recognized, too. Probably the least considered cost of bowl feeder operation is pressurized air consumption for tooling assistance. It is not uncommon to see multiple air jets assisting part orientation at 2.5 cents per minute, per jet.
The price advantage of a bowl feeder which uses air jets will be quickly lost via air consumption costs. Water, rust and/or oil from the air line may cause poor feed rate and parts contamination.
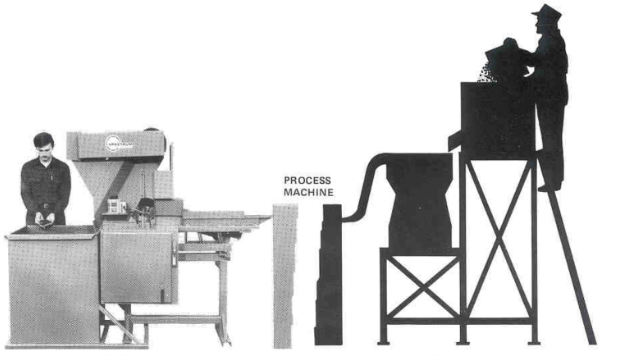
A single straightline vibratory orientor, by itself, does not have storage capacity. Parts must be metered to its reception area where they proceed through subsequent orientor tooling. Surplus production and misoriented parts can be carried back to the orientor reception point by a second straightline vibratory storage through. The storage and return unit runs uphill at approximately 10 to 12 degrees, alongside the orientor, in the opposite direction. Each drive’s speed is independently controlled for best metering and least recirculation flow. Parts move in the rectangular path through storage, orientation, and recirculation flow. The concept is called straightline vibratory storage and orienting parts feeder. for certain applications, the vibratory storage and return flow through is replaced with a conveyor.
A single straightline vibratory orientor unit can be mounted on a floorbin elevator to avoid overhead bulk storage metering, The floorbin elevator and straightline vibratory orientor combination will compete with most vibratory bowls (18 inch and larger) that require bulk backup storage and related support structures. Surplus production and misoriented parts are returned via a baffled chute to the floorbin for controlled remetering to the orientor for best efficiency. Even at fast rate, a straightline orientor unit works with small quantities of parts resulting in lower noise levels and reduced tooling/parts abuse. Conversely, all the parts in a bowl feeder are vibrated at once; creating much more noise, Where there is extra concern for parts abuse, the dual straightline vibratory storage and orienting system can be used with the floorbin elevator to avoid any recirculation to the bin. Courtesy mockup tests can be done to determine what is really needed.
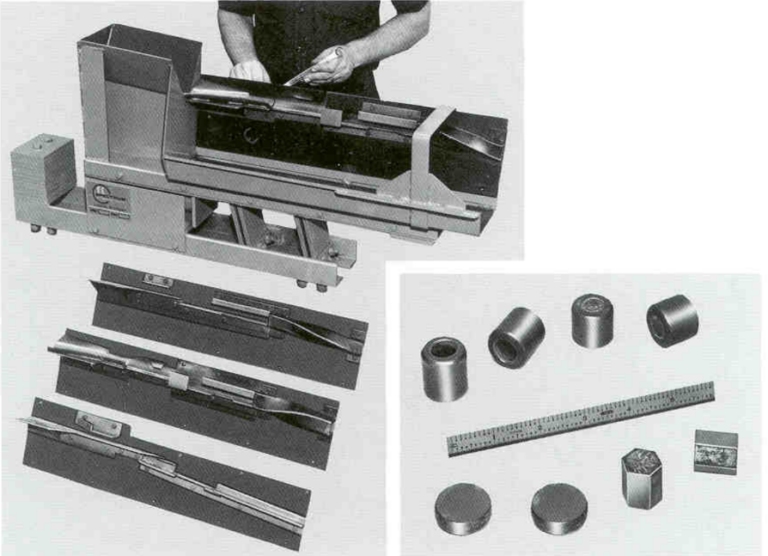
Typical straightline vibratory drive units are made in 18, 24, 30, 36, and 48 inch lengths. Most popular sizes are 36 and 48 inches. Part size, weight, and geometry are factors that call for various tooling capacity lengths. Drive units are paired side by side under heavy orientor tooling for large parts. They are also used in tandem where tooling length exceeds 48 inches for preorientation, sorting, distribution to multi-paths and /or live feed track.
Mechanical features may be needed to finally orient certain parts shapes that resist pure vibratory efforts. Because the straightline concept has more tooling capacity, integral mechanical selectors are more easily applied than in a bowl.
Designed, bolted-in, hardened steel tooling is typical for the straightline feeder concept. Designs are prepared prior to fabrication updated after debug, and made available for user maintenance records. Because the tooling is straightline, it can be built to very precise tolerances for special needs; rarely possible in a bowl feeder. Because the tooling details do not have to conform to a bowl-like helix contour, they can be hardened and finished without loss of fit.
Straightline units can be furnished with tooling shells to accept interchangeable bolt-in tooling plates for families of parts. They permit single digit changeover time (less than 10 minutes).
Tooling revisions to suit a changed or new part are easier with designed, bolted tooling of the straightline concept.
Feeders are sold direct to users and to machine builders. Users want the most for their money and machine builders don’t want to lose orders by using pricey feeders. Neither buy enough feeders to know about all the available features to properly satisfy their needs. Hence, they may choose the lowest price units which, too often, result in performance problems and lack of satisfaction.
One automotive producer demands a backup unit for each vibratory bowl feeder supplied on its machine tools. The spare is used as a stand-in while the primary unit is out for repair or recoating. Another new automotive specification forbids vibratory bowl feeders that exceed 24 inch diameter for its machine tools. These bowl bashing specifications are a result of too frequent improper application of the concept.
Bowl feeders are far from obsolete, but their popularity will diminish as the straightline feeders benefits are learned and used by those who demand the latest and best automation features.
The straightline concept competes well with a bowl where any of these features are needed:
- Integral storage to 1/6 cubic foot
- Designed, hardened and bolted in tooling
- Quickchange tooling for parts families
- Integral live feed track.
- Gentle handling of parts
- Low noise production
- Extra tooling for sorting or multi-path discharge
- Prime reliability
Hundreds of North American vendors make and sell parts feeders. Most sell the popular vibratory bowl feeder. Only a few are experienced with straightline vibratory parts feeder technology. It is up to you to find those with the most experience, available technology (bag of tricks), and product variety for quality parts feeder solutions.